WAAM Guide
End-to-End Integration
Manage path planning, live monitoring, and post-print analytics in one seamless platform.
Dynamic Process Control
Adapt to thermal changes using live sensor feedback for guaranteed metallurgical stability.
Streamline Certification
Generate auditable 3D reports from logged data to meet strict industrial standards.
What Is WAAM?
The Complete Guide to Wire Arc Additive Manufacturing
Wire Arc Additive Manufacturing (WAAM) is a large-scale metal 3D printing process that uses an electric arc to melt metal wire and deposit it layer by layer via an industrial robotic arm, producing fully dense, industrial-size components. As the fastest form of Directed Energy Deposition (DED), WAAM combines proven arc welding technology with robotic motion control and real-time process monitoring to create near-net-shape parts at deposition rates of 2–15 kg/h, >10x faster than laser-based additive manufacturing.
Industrializing WAAM
The Future of Heavy Manufacturing
Today, MX3D’s WAAM has matured from a laboratory innovation into a certified, production-ready manufacturing process for heavy industries, including energy, maritime, defense, and infrastructure. By eliminating tooling, molds, and dies, it offers a radical alternative to traditional casting and forging, reducing lead times by up to 80% while achieving ~90% material utilization. As Europe’s leading WAAM production facility, MX3D provides integrated WAAM systems, proprietary MetalXL software, and on-demand printing services to move from digital design to a certified metal part in a fraction of the time.
As you can use standard welding wire, gas, and consumables, the OPEX for WAAM is lower than other 3D printing technologies. And the materials are available and competitively priced worldwide. A WAAM machine is built up from standard welding equipment and an industrial robot. This ensures a machine that has a relatively low CAPEX and a multi-decade industrial durability.
In this guide
Explore the complete Wire Arc Additive Manufacturing (WAAM) process, its industrial applications, and its advantages over traditional methods. This guide also details material compatibility, cost-effectiveness, and industrial certification standards.
Our WAAM users


Start creating with WAAM
How Does Wire Arc Additive Manufacturing Work?
The WAAM process follows a fully digital workflow. Instead of subtracting material from a solid billet or pouring liquid metal into a mold, WAAM builds parts from the ground up using an agile, software-driven deposition system, making it ideal for large-scale metal 3D printing of complex geometries.
The WAAM Process Step by Step
- CAD Design & Topology Optimization: The process begins with a 3D model. With WAAM you can copy an existing design that performs as good or better than a part manufactured with casting. But engineers can also use topology optimization to place material only where it is structurally required, reducing part weight by up to 80% compared to conventionally designed components.
- DPQ / DPS: The user of the MX3D WAAM System picks a calibrated and certified parameter set that is created and tested for each specific alloy to ensure 100% quality post print.
- Slicing & Toolpath Planning: The 3D model is sliced into printable layers. MetalXL WAAM software calculates the optimal robotic toolpath, factoring in welding parameters, thermal build-up, and collision avoidance.
- Robotic Deposition: An industrial robot (such as the MX3D M1 or MX system) uses an electric arc to melt standard metal wire, depositing molten material onto a build plate layer by layer. Deposition rates range from 2 to 10 kg/h, depending on the material and arc process used.
- Interpass Cooling & In-Process Monitoring: WAAM generates significant heat. Integrated sensors track thermal data in real time, autonomously pausing or adjusting the deposition process to ensure the material cools to the correct interpass temperature, critical for mechanical properties. Multiple other sensors and data points are used to check whether a print operates within the boundaries set by the engineer based on available quality standards.
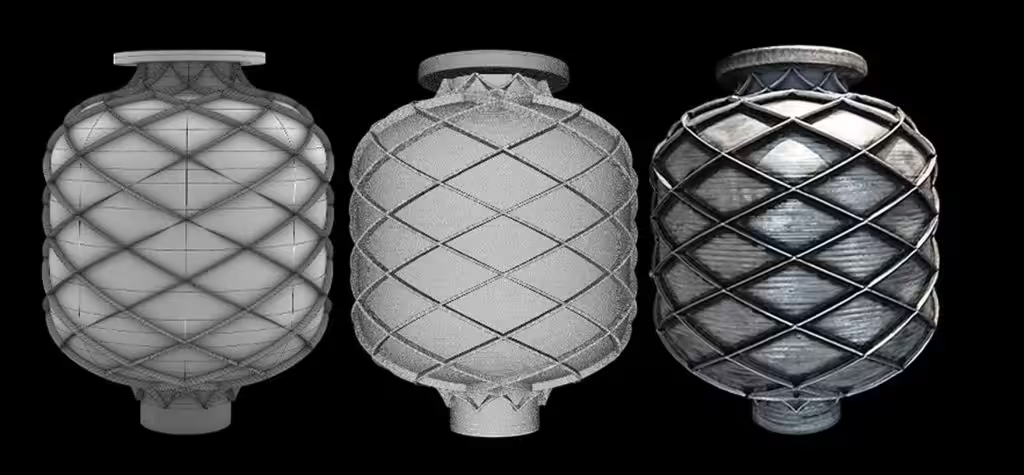
- Post-Processing (CNC Machining): The resulting near-net-shape part features a corrugated surface typical of WAAM. It undergoes targeted CNC machining on functional interfaces to reach final tolerances. Depending on the application, as-printed surfaces may be acceptable without machining.
- Inspection & Qualification: Before printing, the customer and manufacturer agree on the applicable qualification scheme. During the printing, all the parameters need to be tracked and logged for review. The finished part undergoes Non-Destructive Testing (NDT), such as ultrasonic or radiographic inspection, to validate structural integrity against industrial standards like ASME, API, or DNV.
ARC DED
Arc Welding Processes Used in WAAM
While the principle of layer-by-layer wire deposition remains constant, WAAM can utilize different welding power sources depending on the required deposition rate, material, and part quality:
- GMAW (Gas Metal Arc Welding / MIG/MAG): The most common and fastest method used in WAAM. It uses a consumable wire electrode and shielding gas, achieving deposition rates of up to 15 kg/h. Ideal for carbon steel, stainless steel, and aluminum components.
- GTAW (Gas Tungsten Arc Welding / TIG): Uses a non-consumable tungsten electrode with separately fed wire. Significantly slower than GMAW but offers exceptional arc control and superior surface quality, suited for high-integrity applications. Typically, WAAM with TIG will be compared with laser-wire solutions as they both have a similar low deposit rate but refined surface finish.
- PTA (Plasma Transferred Arc): Utilizes a constricted plasma arc for specialized alloys like Inconel. However, its much lower deposition rates compared to GMAW and higher hardware complexity versus GTAW restrict it to niche applications rather than rapid, large-scale industrial printing.
MetalXL
The Role of Software in WAAM
Hardware alone cannot produce a certified WAAM part. Sophisticated WAAM software acts as the “brain” of the entire operation. MX3D’s MetalXL platform manages:
- Feasibility Check: Before starting a print, MetalXL reviews the printability of the part.
- Toolpath planning generating collision-free robotic paths optimized for thermal distribution
- Real-time thermal management controlling interpass temperatures
- In-process quality monitoring logging every layer for full digital traceability and certification readiness
- Adaptive process control autonomously adjusts welding parameters based on sensor feedback
- Reporting in order to enable qualified printing, the software needs to supply a full report on all key events, parameter changes, and interventions.
This software layer is what transforms standard industrial welding hardware into a precision additive manufacturing system.
Additive Manufacturing Methods
Advantages of WAAM Over Traditional Manufacturing
The rapid industrial adoption of wire arc additive manufacturing is driven by measurable economic and operational benefits that subtractive manufacturing and casting cannot match.
Factor | WAAM (MX3D) | Laser Wire DED (e.g., 2kW) | Traditional Casting | Traditional Forging | Laser PBF (Powder Bed) |
Part Size | 6+ meters | < 2 meters typically | Limited by mold & factory size | Limited by die & factory size | < 500 mm typically |
Deposition Rate | 2–15 kg/h | 0.5–2 kg/h | N/A | N/A | 0.1–0.5 kg/h |
Material Utilization | ~90% (Near-net shape) | ~90% (Near-net shape) | Variable (Subtractive finishing waste) | Low (High buy-to-fly ratio) | 95%+ (With powder recycling) |
Tooling Required | None | None | Molds, patterns & large factory | Dies, presses & large factory | None |
Lead Time (single part) | Days to weeks | Days to weeks | Weeks to months | Months to years | Days to weeks |
Material Feedstock | Wire | Wire | Billets / Ingots | Billets / Ingots | Fine Powder (High cost) |
Max Part Weight | Hundreds to thousands of kg | Tens to hundreds of kg | Hundreds to thousands of kg | Hundreds to thousands of kg | < 50 kg typically |
Traditional vs. WAAM
When WAAM Outperforms Casting and Forging
WAAM excels at large, low-to-medium volume production. Requiring zero tooling, it eliminates the massive upfront costs and lead times associated with traditional molds and dies.
- Up to 90% Lead Time Reduction: While casting or forging lead times often stretch to 6–18 months, WAAM allows near-net shape manufacturing to begin the day a PO is issued, saving months or even a full year.
- Quality: WAAM routinely achieves near or equal to forged mechanical properties and significantly outperforms traditional cast quality.
- Replacement of Legacy Spare Parts: When original molds are lost or OEM parts become unavailable, WAAM can recreate components directly from a 3D scan or CAD file eliminating minimum order quantities.
- Unmatched Deposition Speed: Depositing 2 to 10 kg/h per power source, WAAM economically produces components weighing thousands of kilograms. MX3D’s Multi-Robot setups multiply this speed for even faster production.
- Digital Inventory: Shift from physical warehousing to digital files. Print “recipes” can be deployed to manufacture replacements on demand anywhere in the world, drastically reducing storage costs.
- Certification: WAAM is fully certifiable. MX3D routinely qualifies prints under rigorous global standards, including DNV ST B203, API20S, and ASME Section IX for pressure equipment.
- Optimisation: Topology optimization allows for radically less material usage. By achieving up to 90% material savings, WAAM slashes costs and environmental impact, especially vital for expensive or hard-to-mill alloys like Inconel and Duplex.
Traditional vs. WAAM
Limitations and Considerations
While powerful, WAAM is not a universal replacement. Understanding these trade-offs ensures you choose the right manufacturing method:
- Surface Finish: As a near-net-shape process, WAAM leaves a ribbed surface. Functional faces require post-machining for tight tolerances, while non-functional areas can often remain as-printed.
- High-Volume Production: For mass-producing thousands of identical parts, amortized casting molds remain more cost-effective. WAAM is highly competitive for batch sizes of 1 to 200 units.
- Thermal Management: Printing large metal parts introduces residual stress. This requires strict interpass cooling, autonomously managed by MetalXL, and occasionally post-print Stress Relief Heat Treatment (SRHT).
- Resolution: With a minimum wall thickness of 2.5–3 mm, WAAM is unsuitable for extremely fine micro-features (< 1 mm). Laser PBF is better suited for high-resolution needs.
- CAD: WAAM requires a 3D CAD file. If you only have a physical part or 2D drawings, MX3D’s Print on Demand team can reverse-engineer or 3D scan the component to create the required digital twin.
- Wire vs. Billet Cost: Depending on the specific alloy, welding wire can carry a higher raw material cost than traditional casting billets.
- Qualification: While WAAM standards are rapidly expanding, some legacy regulatory codes do not yet include DED processes. MX3D’s Quality Team can actively assess and guide your specific part qualification.
WAAM Materials: What Metals Can Be Printed?
One of WAAM’s greatest strengths is its feedstock: standard welding wire. Unlike expensive metal powders used in laser-based systems, welding wire is highly accessible, affordable, and backed by decades of metallurgical data. WAAM can process virtually any weldable metal alloy.
All MX3D materials undergo rigorous testing and certification by DNV, Lloyd’s Register, and ASME to ensure mechanical properties meet or exceed those of cast or forged equivalents. See our full WAAM materials guide.
Key Materials | Common Grades | Key Properties | Typical Applications |
Carbon & Low-Alloy Steel | ER70S-6, ER80S-D2, ER80S-Ni1, ER80S-Ni2 | High strength, excellent weldability | Structural components, heavy-duty tooling |
Stainless Steel | 316LSi, 308LSi, 410NiMo, 17-4PH | Excellent corrosion resistance | Maritime infrastructure, food & chemical processing |
Duplex / Super Duplex | 2209, 2205, 2594 | High yield strength + corrosion resistance | Oil & gas valves, chemical processing, offshore |
Inconel (Nickel Alloys) | 625, 718 | High-temperature & oxidation-resistant | Energy turbines, aerospace, nuclear components |
Aluminum | 5356, 2319, 5183, 4018, 4046, 6063 | Lightweight, high-strength-to-weight ratio | Automotive structures, architectural elements |
Bronze (Copper Alloys) | CuSn6, CuSi3, CuAl8, CuAl8Ni6, CuNi 70/30 | High wear resistance, anti-galling | Marine propellers, heavy-duty bearings |
Industries and Applications
Where Is WAAM Used?
Wire arc additive manufacturing provides a critical digital supply chain solution for industries that manufacture critical components, such as Nuclear, Defense, Oil and Gas, Tooling, and Naval, enabling them to shift from physical warehousing and long-lead-time procurement to on-demand, digitally-driven production. By bypassing obsolete tooling and traditional manufacturing bottlenecks, WAAM allows sectors like energy, maritime, and infrastructure to produce certified, large-scale components locally. This transition not only slashes extreme downtime costs but also fundamentally secures the supply chain for mission-critical parts.
Defense
WAAM ensures military operational readiness by enabling the on-demand production of obsolete or hard-to-source replacement parts. Bypassing vulnerable global supply chains gives the defense sector the strategic autonomy to secure mission-critical components exactly when needed.
Architecture & Infrastructure
WAAM frees architects from the constraints of standard steel profiles. By enabling the production of topology-optimized structural connectors and complex organic geometries, WAAM is transforming construction, proven globally by the world’s first 3D-printed steel bridge in Amsterdam. But also an artist.
Automotive
WAAM accelerates vehicle development by rapidly producing large structural prototypes, custom tooling, and low-volume components. Engineers can leverage topology optimization to consolidate assemblies and print lightweight structures that reduce overall vehicle weight without sacrificing mechanical strength.
Energy & Offshore
WAAM eliminates extreme lead times for forged energy components through localized, on-demand production. This drastically reduces downtime for offshore platforms and refineries, while MX3D’s Framatome partnership proves its readiness for demanding nuclear applications.
Maritime & Shipbuilding
Producing massive bronze propellers or rapidly replacing damaged hull fittings and rudder components, WAAM helps maritime fleets maintain operational readiness. The ability to print certified parts near the shipyard reduces shipping delays and vessel downtime.
Manufacturing & Tooling
Manufacturers use WAAM to print custom jigs, heavy-duty fixtures, and tooling inserts. It is also highly effective for mold repair, depositing new material onto worn-out dies rather than manufacturing a completely new tool, saving significant time and cost.
WAAM vs. Laser-Based 3D Printing (PBF and Laser DED)
Selecting the right metal additive manufacturing technology requires understanding the fundamental differences between wire-based and powder-based systems, and between arc energy and laser energy.
Laser Powder Bed Fusion (LPBF/PBF) uses a laser to selectively melt fine metal powder inside a sealed chamber. While PBF offers exceptional resolution for small, highly complex parts (such as medical implants or turbine blades), it is inherently limited:
WAAM operates in open space, allowing it to print parts that are meters long at speeds up to 100x faster than PBF. Furthermore, with up to 50% lower hardware CAPEX and over 5x cheaper operational costs compared to laser-based systems, WAAM is the clear economic choice for large-scale industrial components.
Characteristic | WAAM (Arc DED) | Laser PBF | Laser DED |
Build volume | Meters (virtually unlimited) | < 500 mm | < 0.5 meter typically |
Deposition rate | 2–10 kg/h | 0.1–0.5 kg/h | 0.5–2 kg/h |
Feedstock | Wire (low cost, safe) | Powder (expensive, hazardous) | Powder or wire |
Resolution | 1 mm surface roughness | 0.05–0.1 mm features | 0.5 mm surface roughness |
Best for | Large critical, simple to medium complex parts | Small, complex parts | Small to medium complex parts |
Safety | Normal Welding Procedures apply | Extreme care required (health and explosion hazard) | High safety risk due to use of laser |
CAPEX (Hardware) | Low to Medium (Up to 50% lower than laser systems) | Very High | High |
Printing Cost (OPEX) | Low (>5x cheaper than powder/laser AM) | Very High (Expensive powder) | High |
Wires or Powders
WAAM vs. Laser-Based 3D Printing (PBF and Laser DED)
Costs
Welding wire costs significantly less than atomized metal powder, often 5–10x cheaper per kilogram.
Safety
Wire feedstock has no inhalation or explosion risks, unlike fine metal powders that require specialized ventilation, grounding, and PPE.
Material Efficiency
Wire achieves a near 100% material capture rate during printing. Powder systems lose material to overspray and require recycling infrastructure.
Avalability
Welding wire is a globally standardized commodity available from dozens of suppliers. Metal powder for AM often has limited suppliers and long procurement lead times.
Is WAAM Cost-Effective? Understanding the Economics
The return on investment of wire arc additive manufacturing is driven by three factors: eliminating tooling costs, reducing raw material waste, and compressing lead times
While the exact cost depends on machine time, material selection, part geometry, and post-processing requirements. By utilizing a near-net-shape approach, material efficiency reaches approximately 90%, preventing the massive waste seen when milling a part from a solid billet, where up to 90% of expensive raw material can end up as chips.
For single parts and small batches, WAAM eliminates the $10,000–$100,000+ tooling investment required for casting or forging. By bypassing the need to amortize expensive molds over thousands of units, WAAM ensures that custom industrial components and urgent replacement parts deliver a positive ROI starting from the very first unit.
Cost Component | WAAM Advantage |
|---|---|
Tooling | Zero — no molds, dies, or patterns required |
Material waste | ~10% waste (vs. 40–90% in CNC machining from billet) |
Machine time | High deposition rates reduce print hours |
Post-processing | Only functional surfaces require CNC finishing |
Inventory | Digital files replace physical warehousing |
Lead time savings | Faster to market = earlier revenue capture |
Standards and Quality Assurance
Can WAAM Parts Be Certified?
WAAM is widely accepted by global classification societies because its qualification relies on a century of proven arc welding standards. As a result, WAAM parts routinely meet or exceed the mechanical properties of cast or forged equivalents , enabling MX3D to successfully achieve strict industrial certifications.
Some of our quality standards include:
- DNV Certification For maritime and offshore structural components
- ASME Section IX For pressure-containing equipment in the energy sector
- API 20S For additive manufactured metallic components in the oil & gas industry
- Lloyd’s Register For classification of additively manufactured parts
Standards and Quality Assurance
Digital Traceability
By integrating continuous digital process monitoring, MX3D ensures complete traceability for every layer printed. Each component comes with a full digital twin recording all welding parameters, thermal data, and inspection results, streamlining the auditing and certification process for end customers.
Ready to Explore WAAM for Your Project?
MX3D operates Europe’s largest WAAM production facility, with 15 robotic systems running 24/7 certified production in Amsterdam. Whether you need a turnkey WAAM system for your own facility or high-performance parts printed on demand, our engineering team is ready to help you reduce lead times, cut costs, and scale your manufacturing.
Get in touch
Frequently Asked Questions
What is Wire Arc Additive Manufacturing (WAAM)?
Wire arc additive manufacturing (WAAM) is a large-scale metal 3D printing process that uses a robotic welding arm to deposit molten wire layer by layer, producing industrial-size components. It belongs to the Directed Energy Deposition (DED) family of additive manufacturing and is used for manufacturing, repairing, and prototyping metal parts across industries including energy, maritime, defense, and infrastructure.
How does Wire Arc Additive Manufacturing work?
WAAM works by feeding standard metal welding wire into an electric arc (MIG, TIG, or plasma), which melts the wire and deposits it onto a build plate. A robotic arm follows a software-generated toolpath, building the part layer by layer. Sensors monitor temperature in real time to ensure consistent material properties. After printing, functional surfaces are CNC machined to final tolerances.
What are the disadvantages of Wire Arc Additive Manufacturing?
While highly efficient for large components, WAAM produces a corrugated surface finish that requires CNC post-machining on functional faces. It also requires careful thermal management to minimize residual stress, offers lower resolution (3–8 mm minimum wall thickness) compared to laser PBF (0.1 mm), and is not cost-effective for very high-volume mass production runs exceeding several hundred identical parts.
What is the difference between GMAW and WAAM?
GMAW (Gas Metal Arc Welding) is a traditional welding process used to join existing metal parts. WAAM uses the same arc-and-wire principle but adds robotic motion control and specialized software to deposit layers systematically, building entirely new 3D geometries from scratch rather than joining pieces together.
Can WAAM parts be certified for industrial use?
Yes. Wire arc additive manufacturing parts routinely achieve certification from major classification societies including DNV, Lloyd’s Register, ASME, and API. Because WAAM is based on established arc welding physics, its qualification pathways leverage existing welding standards. MX3D has delivered DNV-certified components for maritime and energy applications.
What materials can be used in WAAM?
WAAM can print virtually any weldable metal alloy, including carbon steel, stainless steel (316L, 308L), duplex and super duplex stainless steel, Inconel (625, 718), aluminum alloys, bronze, and more. The feedstock is standard welding wire, globally available, low-cost, and backed by decades of metallurgical certification data.
What is the WAAM deposition rate?
WAAM deposition rates typically range from 2 to 15 kg/h, depending on the material, arc process type (MIG, TIG, or plasma), and part geometry. This makes WAAM 10–100x faster than laser-based additive manufacturing processes (0.1–0.5 kg/h), and the only metal AM method fast enough to economically produce parts weighing hundreds of kilograms.
What is the difference between PBF and DED?
Powder Bed Fusion (PBF) spreads a thin layer of metal powder across a build platform and uses a laser or electron beam to selectively melt it, producing high-resolution parts up to approximately 500 mm. Directed Energy Deposition (DED), including WAAM, feeds material (wire or powder) directly into a focused energy source (arc, laser, or electron beam), enabling much larger parts at higher deposition rates but with lower resolution. WAAM is the fastest and most cost-effective DED variant.
What is the difference between LPBF and WAAM?
LPBF (Laser Powder Bed Fusion) excels at small, complex parts with fine features (down to 0.1 mm) but is limited to build volumes under 500 mm and deposition rates of 0.1–0.5 kg/h. WAAM can produce parts exceeding 6 meters at 2–15 kg/h, using low-cost wire feedstock instead of expensive metal powder. LPBF is ideal for aerospace brackets and medical implants; WAAM is designed for large industrial components like pressure vessels, propellers, and structural nodes.
Is there a difference between Cladding and WAAM?
No, they both use the same technique and science, a welding power source, and typically a robot or industrial manipulator. WAAM systems like MX3D’s M1 can scan any surface and ‘print or clad this surface. As the underlying software of a WAAM system can handle more complex geometries automatically, it can handle more complex geometries than most cladding systems. And you can 3D print extra features on a part (hybrid printing) using the same machine. So a WAAM system can be a more flexible machine.
Ready to Upgrade Your Manufacturing Capabilities?
Whether you are aiming to upgrade your facility with a turnkey WAAM system or if you would like to have print-on-demand parts produced by our expert team, MX3D provides the quality you’re looking for.